商铺名称:东莞市东城东巨磨具经营部
联系人:李国君(先生)
联系手机:
固定电话:
企业邮箱:dongjuyanmo@126.com
联系地址:113.82684232244623,22.995426921082746
邮编:
联系我时,请说是在五金机电网上看到的,谢谢!

专业生产各种钨钢内孔研磨棒 JG磨棒 电镀结合剂金刚石磨棒 CBN磨棒 治具磨棒
内孔研磨棒 选择东巨,专业工业品制作经验,经久耐用,价廉物美,一站式采购平台,网上订购,随时询价,10支起订,不限金额




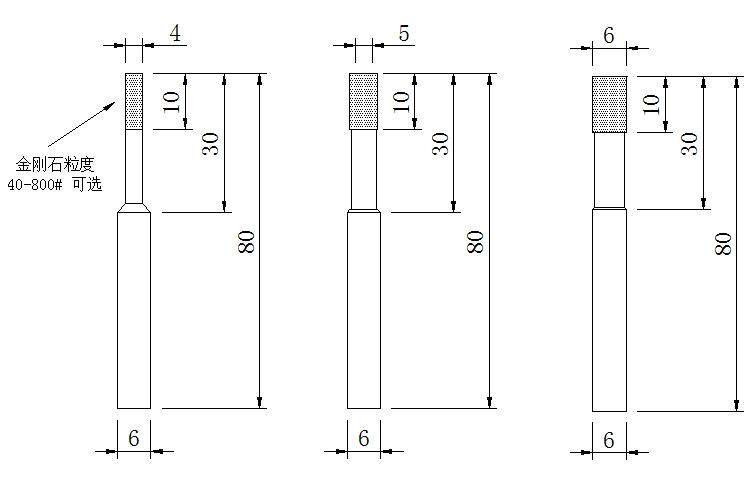
4D*10T*80L*6B SDC120P
5D*10T*80L*6B SDC120P
6D*10T*80L*6B SDC120P
钨钢材料硬度高达85°~90°HRA,耐磨性能好,是模具加工领域常用的模具基材,在模具制造中钨钢模坯内孔研磨是一个经常遇到的问题。
在实际工作中一般使用钻床先打直孔,然后根据内孔的余量选择处理方式。一般的余量处理工艺是先用电火花加工,然后使用珩磨机进行精加工,深孔部分还需要使用内圆磨加工例如金刚石磨棒等工具,但是此方法的问题在于当内孔余量较大时加工时间很长,效率很低。一般来说当钨钢模具内孔余量大于0.8mm时,平均一天一台设备只能加工3只左右。
为了提高工作效率,可以选择东巨磨具店制作的电镀结合剂的金刚石内孔研磨棒,根据钨钢内壁实际研磨条件和内孔光洁度要求,分步磨削,粗磨150#、半精磨240#、精磨400#。东巨高精度钨钢内孔研磨棒,采用高速钢基体制作保证了其刚性,进口钻石SDC磨料使得内壁切削更加锋利,台湾成熟的电镀工艺,让磨棒基体与砂粒之间十分牢固,东巨,匠心打造寿命持久的内孔研磨工具,一支顶5支!
关键词:内孔研磨棒,钨钢内孔研磨棒,金刚石内孔磨棒,订做钨钢内孔磨棒,钨钢内孔精磨,电镀金刚石磨棒

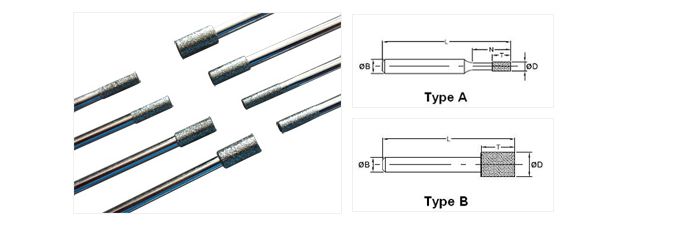
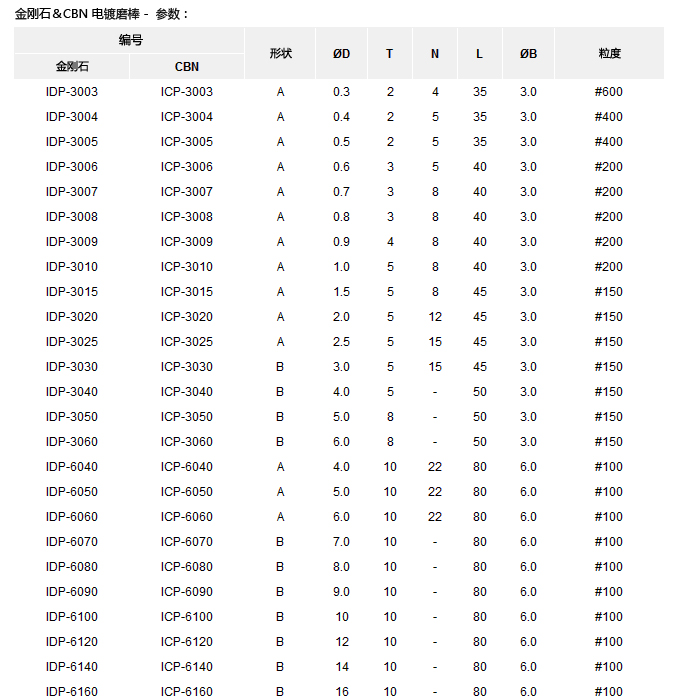















附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降 低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
|
|
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |